Co to jest ABS? #
Jest to jeden z kilku najpopularniejszych materiałów do druku 3D w technologii FDM. Odróżnia się tym od swoich kompanów, że jest wyprodukowany z pochodnej ropy naftowej. ABS to kopolimer akrylonitrylo-butadieno-styrenowy.
Jeżeli nie wiecie jeszcze czym charakteryzuje się oraz w jaki sposób w technologii FDM powstają trójwymiarowe modele, to zapraszamy Was do tego hiperłącza LINK.
Jeżeli jesteście zainteresowani znajomością materiału PLA, zapraszamy do tego hiperłącza LINK.
Podczas drukowania, materiał ten wydziela toksyczne związki chemiczne. Sprawia to, że nie jest zalecana ciągła praca w pobliżu urządzenia przetwarzającego materiał ABS. Długotrwałe wdychanie oparów może doprowadzić do różnego rodzaju chorób skórnych, a w najgorszym przypadku do raka. Zawsze starajmy się nie przebywać zbyt długo w oparach ABS'u. Pamiętajmy, o dobrym wentylowaniu pomieszczenia w którym znajduje się drukarka drukująca z ABS'u.

Zastosowanie #
Szerokie zastosowanie w przemyśle do produkcji:
- Obudowy
- Uchwyty
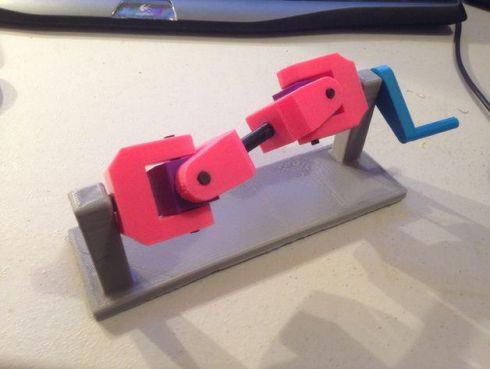
- Części ruchome
- Części mebli
- Części w sprzęcie RTV / AGD
- Klocki Lego

Cechy ABS'u #
Plusy | Minusy |
+ Wysoka wytrzymałość (lepsza niż PLA) + Świetnie sprawdza się do części ruchomych + Może być wykorzystywany jako materiał budulcowy oraz podporowy + Wysoka twardość + Odporny na uderzenia + Odporny na ścieranie + Duża tolerancja temperaturowa (zachowuje swoje właściwości od 20 °C do 80 °C ) | - Wymagana wysoka temperatura stołu (około 90 °C) - Wytworzony z ropy naftowej (rakotwórczy) - Konieczność zamykanej komory oraz podgrzewanego stołu - Problematyczny podczas procesu druku – wysoki skurcz materiału. - Brak odporności na światło UV (Kruszy się po długim czasie naświetlania) - Mniejsza sztywność od PLA |
Dzięki wszystkim tym cechom można powiedzieć, że jest on materiałem dla osób, które nauczyły się drukować z prostszych materiałów takich jak PLA czy też PET-G.

Zalecane ustawienia druku z materiału ABS #
- Wypełnienie - Indywidualnie trzeba dobrać do danego modelu pod względem zastosowania oraz potrzebnej wytrzymałości.
- Temperatura głowicy - 240 °C - 260 °C. Musimy sprawdzić parametry konkretnego materiału na stronie producenta.
- Temperatura stołu Indywidualnie trzeba dobrać do danego modelu. Najczęściej ustawiamy około 80 °C - 90 °C .
- Podpory - Indywidualnie trzeba dobrać do danego modelu.
- Chłodzenie - Indywidualnie trzeba dobrać do danego modelu. Preferowane wyłączone chłodzenie.
- Prędkość wydruku - Indywidualnie trzeba dobrać do danego modelu. Najczęściej ustawiamy około 60 mm/s
- Grzana komora - Wymagana
Post - Processing #
Bardzo ważnym elementem tworzenia trójwymiarowych modeli jest post-processing czyli post-obróbka. Po wydrukowaniu modelu bardzo ważne jest obrobienie mechaniczne i / lub chemiczne przedmiotu wykonanego w technologii FDM. Techniki obróbki obejmują na przykład, szlifowanie, wygładzanie, malowanie czy klejenie elementów wydruku.
Obróbka mechaniczna #
Usunięcie podpory jest zazwyczaj pierwszym etapem przetwarzania końcowego dla wszelkich technologii drukowania 3D, które wymagają wsparcia w celu dokładnego wyprodukowania części. Podpory można podzielić na 2 kategorie:
- standardowe (nierozpuszczalne)
- rozpuszczalne
Obróbka chemiczna #
Ten rodzaj obróbki polega na rozpuszczaniu istniejących rozpuszczalnych podbór. Podpory rozpuszczamy w wybranych roztworach lub cieczach.
Zauważmy, że różne materiały są rozpuszczalne, a niektóre nie. Np.:
- ABS jest rozpuszczalny w acetonie
- PVA jest rozpuszczalne w wodzie
- PLA nie jest rozpuszczalne
Porady w skrócie #
Drukując z materiału, którym jest ABS, pamiętajmy o kilku zasadach, które znajdują się poniżej:
- Wymagany jest podgrzewany stół roboczy, bez niego nasze wydruki nie będą miały odpowiedniej adhezji (przyczepności do stołu), za tym idzie odklejanie się modelu od platformy roboczej.
- Temperaturę stołu ustawiamy w przedziale od 80-90 °C.
- Drukując z tego materiału zalecane jest drukowanie w zamkniętej podgrzewanej komorze. Bez niej nasze wydruki nie będą miały regularnej temperatury na całej powierzchni drukowanego modelu, za tym idzie odklejanie się modelu od platformy roboczej przez wysoki skurcz materiału.
- Pamiętajmy, że temperatura głowicy do każdego materiału jest inna, lecz ogólny zakres temperaturowy ABS'u waha się w okolicach od 220 °C do 245 °C.
- Można z niego drukować różnego rodzaju obudowey oraz elementy, które wymagają wysokiej odporności na udarność oraz temperatury do około 80 °C.
Dziękujemy firmie Zortrax za udostępnienie grafik do artykułu. Jeżeli jesteście zainteresowani drukarkami lub filamentami firmy Zortrax to poniżej podsyłamy dla Was link do ich strony.