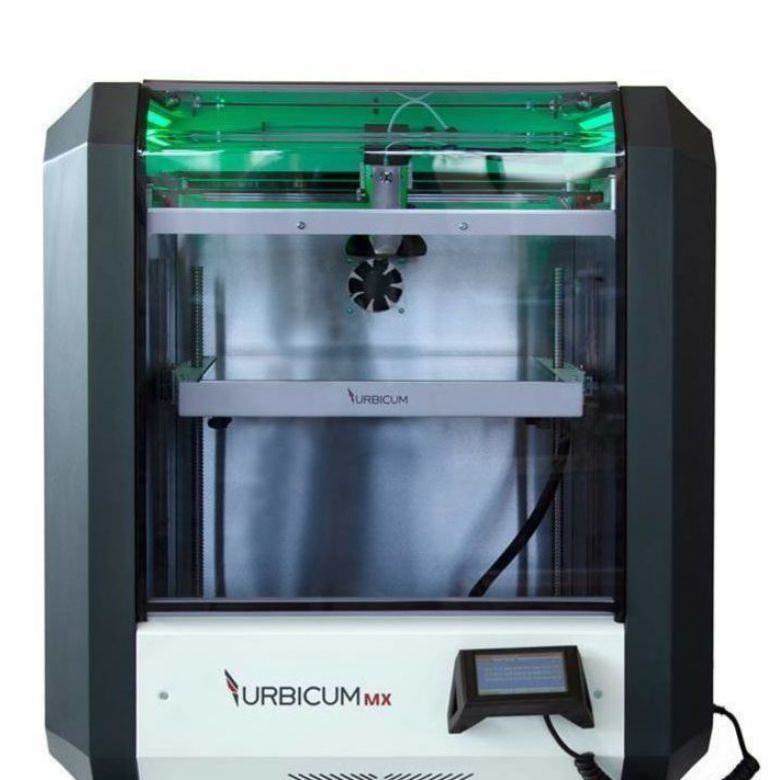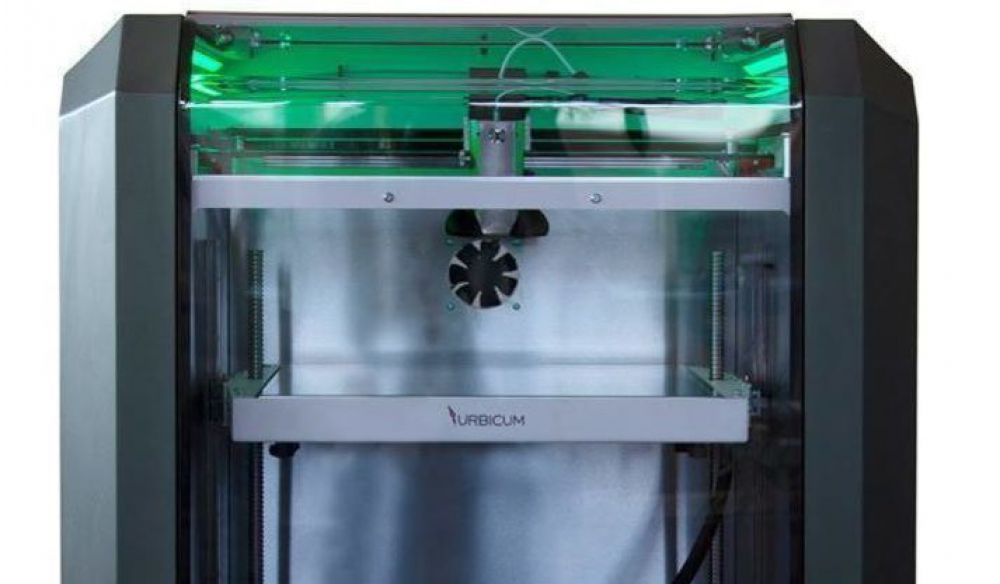
Przez ostatni miesiąc mieliśmy okazję testować najnowszą wersję drukarki MX firmy Urbicum. Chcielibyśmy przybliżyć wady, jak również zalety pracy z tą drukarką.
Pierwsze wrażenie
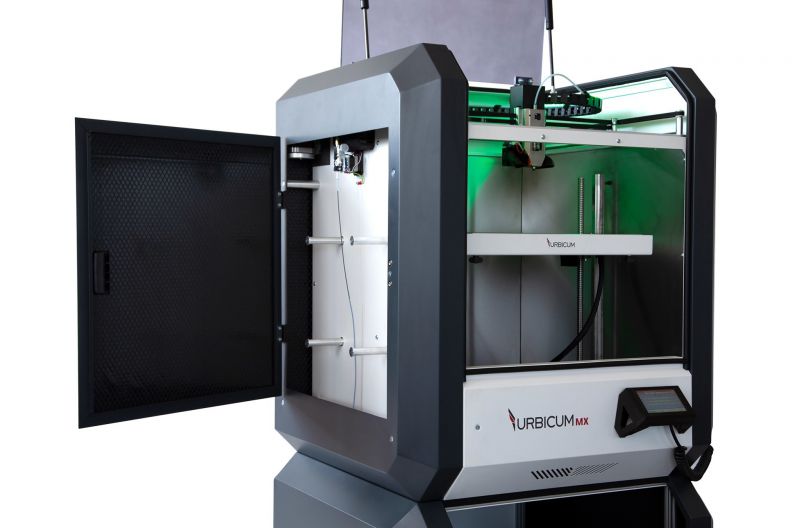
Drukarka 3D to przecież drukarka 3D, stwierdzenie mówi samo za siebie. Jednak ten sprzęt zrobił na nas ogromne wrażenie i z tego powodu myślimy, że to powiedzenie można zmodyfikować i powiedzieć, że Urbicum to Urbicum.
Sam wygląd nadaje temu urządzeniu odpowiedni charakter i profesjonalizm. Wszyscy wiemy, że na rynku nie liczy się sam wygląd, ale sposób działania i dokładność sprzętu.
Chcielibyśmy podkreślić, że drukarka, którą Wam dzisiaj prezentujemy jest urządzeniem pochodzenia polskiego. Naszym zdaniem jest to bardzo jakościowy sprzęt pod względem wizualnym i mechanicznym, lecz wszyscy wiemy, że każdy sprzęt ma wady i zalety, o których opowiemy poniżej.
Pierwsze wydruki
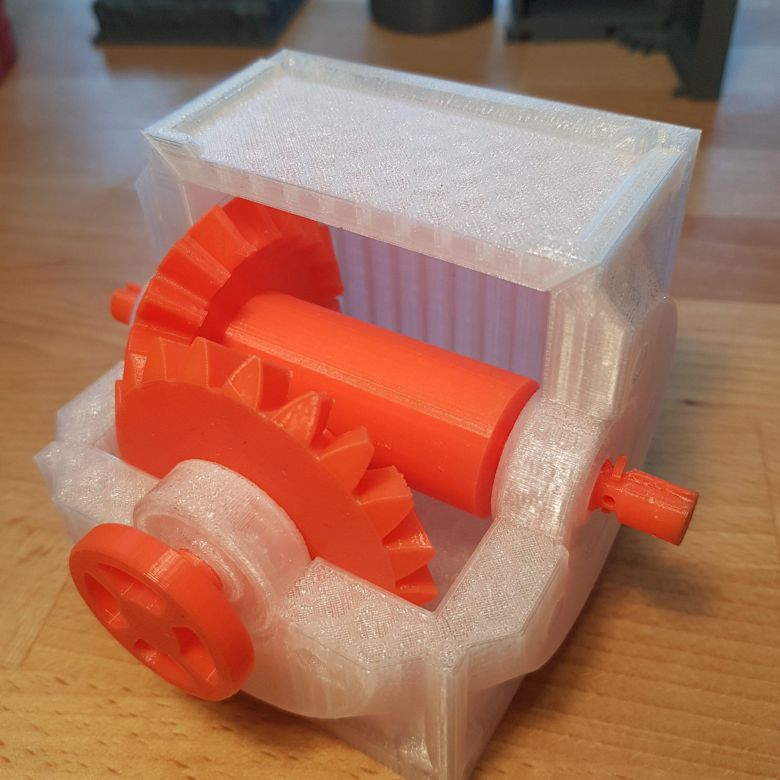
W pierwszym tygodniu do testów zostały użyte materiały takie jak: PET-G, PLA i ABS, czyli standardowe materiały, które powinna przetworzyć każda drukarka bez najmniejszego problemu. Wydruki wychodziły bardzo dobrze przy standardowych prędkościach (120 mm/s). Producent jednak zapewnia, że można bezpiecznie przyśpieszyć maszynę skracając tym samym czas wydruku, nie tracąc prawie wcale na jakości. Nasz osobisty rekord to 200 mm/s przy wydrukach z PET-G, wydruki wyszły dobrze i w marę dopracowania pewnych parametrów w slicerze można byłoby uzyskać jeszcze lepsze rezultaty.
Podczas wydruków z PET-G mieliśmy kilka problemów z retrakcją jednak były one spowodowane brakiem wiedzy na temat tak szybkiego drukowania. Po trzech tygodniach bez problemu radziliśmy sobie z drukowaniem na większych szybkościach.

W tej drukarce mamy możliwość wymieniania podkładek do stołu, w celu poprawienia adhezji wydruku do stołu. Do różnych materiałów są stosowane różne podkładki np.:
Standardowy – arkusz poliwęglanowy – uniwersalny, nadaje się do większości materiałów.
Opcjonalne
- PET – do drukowania z PET-G bez odklejania, dobry również do materiałów elastycznych, m.in. TPU
- HIPS – do drukowania z poliwęglanu
- Poliamid (eksperymentalna) – specjalna podkładka do nylonów
Wymiana podkładek jest dosyć prosta, nie powinna nikomu przysporzyć większych problemów. Podkładki są przymocowane do stołu poprzez próżnię, która zasysa ją do stołu, tworząc równą powierzchnię do druku.

Jeśli chodzi o wady, to zalecamy, aby osoby, które nie mają aż tak dużego doświadczenia odbyły odpowiednie szkolenie, ponieważ sama maszyna może stwarzać dużo problemów, jeśli się nie potrafi jej odpowiednio obsłużyć. Dodatkowo jest to drukarka przemysłowa o wysokiej wydajności, dużo parametrów trzeba dobierać ręcznie w celu zoptymalizowania prędkości druku do temperatury głowicy.
Podczas pierwszych wydruków i testowania niektórych materiałów uzyskiwaliśmy fachową pomoc od zespołu Urbicum, ponieważ niektóre materiały były naprawdę ciężkie w wydruku i znalezienie złotego środka było czasami bardzo ciężkim zadaniem.
Zalecane jest, aby podczas użytkowania tej drukarki nie trzymać się ściśle kart katalogowych, jeśli chodzi o parametry filamentów, ponieważ każdy materiał wymaga innych ustawień. Jest to częściowo wadą, ale ta wada dotyka tylko i wyłącznie szybkie drukowanie, czyli wydruki powyżej prędkości 120 mm/s.
Drukarka posiada długi blok grzejny, przez który jesteśmy w stanie roztopić dużą ilość materiału, lecz gdy dobierzemy zbyt wysoką temperatury do szybkości druku to materiał zostanie przegrzany, a to doprowadzi do osłabienia wytrzymałości fizycznej modelu.
Podczas druku z TPU, drukarka przysporzyła nam trochę problemów, ponieważ popychacz podający filament do ekstrudera podawał materiał zbyt szybko co doprowadziło do ściskania się materiału w rurce teflonowej (na pewno da się to ustawić w programie tnącym), co doprowadziło do wywołania błędu maszyny. Aby naprawić ten błąd wypieliśmy rurkę teflonową z popychacza, dzięki temu materiał mógł być pobierany swobodnie przez ekstruder bez nadmiernego ściskania.
Trzeba pamietać, że drukarka jest wyposażona w mnóstwo czujników, dzięki którym jakikolwiek błędy, które zostaną wykryte, powodują zatrzymanie pracy i głowica udaje się na wyznaczoną pozycję utrzymując zadaną temperaturę. Gdy zauważymy, że wystąpił błąd (ledy w drukarce zmieniają kolor na fioletowy), możemy przystąpić do naprawienia usterki lub też rozpocząć na nowo wydruk.
Drukowanie z materiałów technicznych
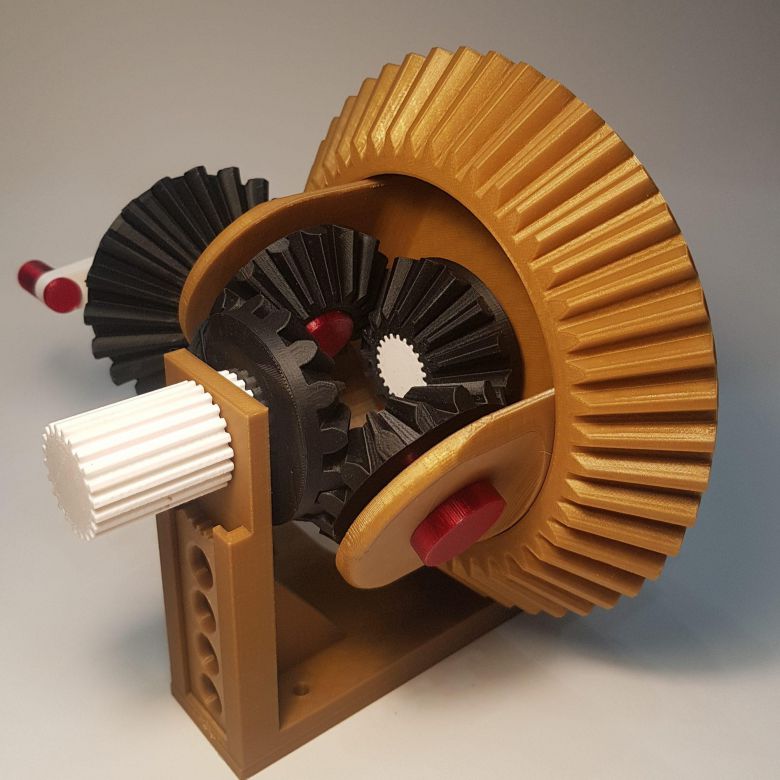
Drukarka została głównie stworzona dla przemysłu i dlatego przetwarzanie materiałów technicznych na niej nie przysparzało nam żadnych kłopotów.
Ułatwia to specjalnie zaprojektowany stół próżniowy, dzięki któremu drukarka zyskuje bardzo duże możliwości, jakim są wymienne podkładki. Podczas naszego testowania firma dała nam w komplecie kilka takich podkładek i wytłumaczyła, na której podkładce uzyskamy odpowiednią adhezję danego materiału.
Podczas drukowania trafiliśmy na taki materiał jak PC-X od firmy F3D, który bardzo ciężko się lepił do posiadanych przez nas podkładek. Tutaj firma Urbicum wyszła nam z pomocą i przetestowała u siebie kilka nowych nakładek na stół, po czym otrzymaliśmy odpowiedź, iż ów materiał bardzo dobrze trzyma się na podkładce wykonanej z HIPS.
W skrócie stół jest typowo stworzony pod wymagające materiały, a jego powierzchnia sprawia, że możemy drukować bardzo duże modele w całości, bez cięcia ich na mniejsze modele.
Co do samej głowicy, to nie otrzymaliśmy szczegółowych informacji na temat tej części maszyny, ponieważ jest to tajemnica firmy, natomiast wiemy, że jako jeden z nielicznych ekstruderów na rynku potrafi osiągnąć aż 450 stopni Celsjusza.
Problem z popychaczem
Jedynym elementem, który naszym zdaniem wymaga poprawek jest zespół ekstruder+popychacz, który trochę nie domaga przy bardzo miękkich filamentach elastycznych. Oczywiście filamenty elastyczne (takie jak np. TPU) są z reguły dość trudnym i wymagającym wiedzy oraz cierpliwości materiałem. Podczas naszych testów zaobserwowaliśmy zjawisko, które nazwaliśmy „rozjeżdżaniem” powodowało to sprężanie materiału między popychaczem a eksterierem, co wywoływało błąd i drukarka się zatrzymywała.

Dane techniczne
Dane funkcjonalne
- Pole robocze: 402 mm (X) x 452 mm (Y) x 500 mm (Z).
- Prędkość jałowa w osiach XY: Zalecana do 500mm/s.
- Przyspieszenia: Zalecane do 3000mm/s².
- Prędkość druku: Zalecana do 200 mm/s. Tłoczenie do 45mm³/s.
- Rozdzielczość Z (nominalna) 0,01 mm.
Ekstruder
- Jeden ekstruder (autorski Urbicum).
- Wszystkie elementy mechaniczne wykonane z metalu.
- Regulowana siła nacisku radełka na filament.
- Czujnik końca filamentu i czujnik przesuwu filamentu (pauza przy zacięciu filamentu).
- Głowica Maksymalna zalecana temperatura pracy: 400°C.
- Dysza 0,5mm w standardzie. Dysze 0,3mm - 1,0mm co 0,1 mm.
Stół
- Ultrapłaskie aluminium 10mm.
- Stół podciśnieniowy, cicha bezobsługowa pompa próżniowa w drukarce, nie wymaga podłączenia zewnętrznych układów pneumatycznych.
- Pokrycie: poliwęglan (PC) 0,7mm / szkło / inne.
- Maksymalna zalecana temperatura pracy: 140°C.
- Średnica filamentu 1,75mm.
- Filament Wszystkie dostępne termoplasty i materiały elastyczne (ABS, PLA, PA - poliamidy, PET, PC - poliwęglany, HIPS, PVA, LayWood, LayBrick, BendLay, Nflex etc.).
Jeśli macie jakieś pytania dotyczące tego sprzętu, pytajcie w komentarzach. Postaramy się na nie jak najszybciej odpowiedzieć.
Zapraszamy też na stronę producenta drukarki: https://urbicum.com